Drut spawalniczy do aluminium służy do tworzenia wysokiej jakości spoin na aluminium. Spawanie aluminium bardzo różni się od spawania stali i wymaga nieco większych umiejętności. Jednakże przestrzeganie kilku praktycznych zasad i posiadanie dobrej spawarki pomoże spawaczowi aluminium w wykonywaniu wysokiej jakości spoin. W tym artykule znajdują się wskazówki i zalecenia dotyczące wyboru odpowiedniego drutu aluminiowego, przygotowania materiału podstawowego i zastosowania właściwej techniki spawania w celu uzyskania wysokiej jakości spoin łukowych w gazie metalowym.
Dobrą zasadą przy wyborze odpowiedniego drutu spawalniczego do aluminium jest uwzględnienie grubości materiału, z którym pracujesz. Grubsze materiały wymagają większej średnicy drutu, aby zapewnić odpowiednią penetrację i stopienie spoiny.
Ważne jest również, aby wybrać właściwy typ drutu w oparciu o konstrukcję złącza i wymaganą wytrzymałość spoiny. Dostępnych jest kilka rodzajów aluminiowych drutów spawalniczych, każdy przeznaczony do określonych typów połączeń i wytrzymałości spoin. Niektóre aluminiowe druty spawalnicze lepiej nadają się również do niektórych zastosowań spawalniczych, takich jak spoiny doczołowe lub pachwinowe.
Ze względu na miękkość aluminium trudno jest przecisnąć się przez standardowy uchwyt spawalniczy MIG (niektórzy używają dłuższego kabla, ale nadal jest to trudne). Z tego powodu wielu producentów, konstruktorów przyczep i łodzi, specjalistów zajmujących się konserwacją i majsterkowiczów decyduje się na zakup pistoletu szpulowego do swoich potrzeb w zakresie spawania aluminium. Pistolet szpulowy utrzymuje drut aluminiowy w szpuli i eliminuje tworzenie się gniazd ptaków (proces, w którym drut spawalniczy zacina się wewnątrz uchwytu spawalniczego). Pistolet na szpulę pozwala również na użycie dłuższych linek (od 15 do 50 stóp), co pomaga skrócić czas spędzony na wymianie szpul.
Pierwszym krokiem w spawaniu aluminium jest oczyszczenie obszaru, w którym będziesz pracować. Spowoduje to usunięcie brudu, tłuszczu i tlenków, które mogą zanieczyścić spoinę. Ważne jest również, aby przed spawaniem nie zwilżać powierzchni metalu. Woda zniekształca spoinę i może powodować słabe punkty spoiny.
Przed przystąpieniem do spawania aluminium warto podgrzać materiał podstawowy. Zwiększy to wytrzymałość spoiny i pomoże uniknąć pęknięć na końcach spoiny. Z tego powodu zaleca się wstępne podgrzanie materiału od pięciuset stopni Fahrenheita do siedmiuset stopni Fahrenheita.
Kiedy wszystko jest gotowe do rozpoczęcia spawania, ważne jest utrzymanie stałej prędkości przesuwu i kąta palnika. Dzięki temu będziesz mieć pewność, że utworzysz jeziorko stopionej spoiny, a nie tylko wypalisz dziury w metalu. Po zakończeniu spawania pamiętaj o wypełnieniu kraterów powstałych na końcu spoiny. Zmniejszy to ryzyko pęknięcia krateru na końcu spoiny.
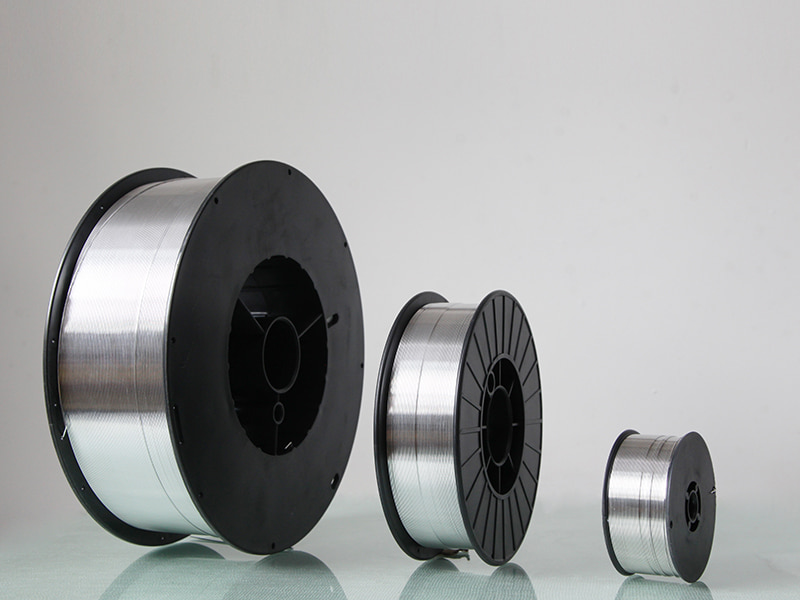
Jeśli szukasz aluminiowego drutu spawalniczego, który jest kompatybilny z Twoją spawarką MIG i dobrze pasuje do Twojego zastosowania, sprawdź aluminiowy drut spawalniczy Hangzhou Kunlielding Materials Co., Ltd. ER5356. Ma średnicę 0,030 lub 0,035 cala i doskonale nadaje się do spawania aluminiowych metali nieszlachetnych serii 5000, a także stopów 5086 o niższej wytrzymałości.
 ER5087 DRUT SPAWALNICZY MAGNEZOWO-ALUMINIOWY
ER5087 DRUT SPAWALNICZY MAGNEZOWO-ALUMINIOWY

 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
 Zobacz więcej
Zobacz więcej
